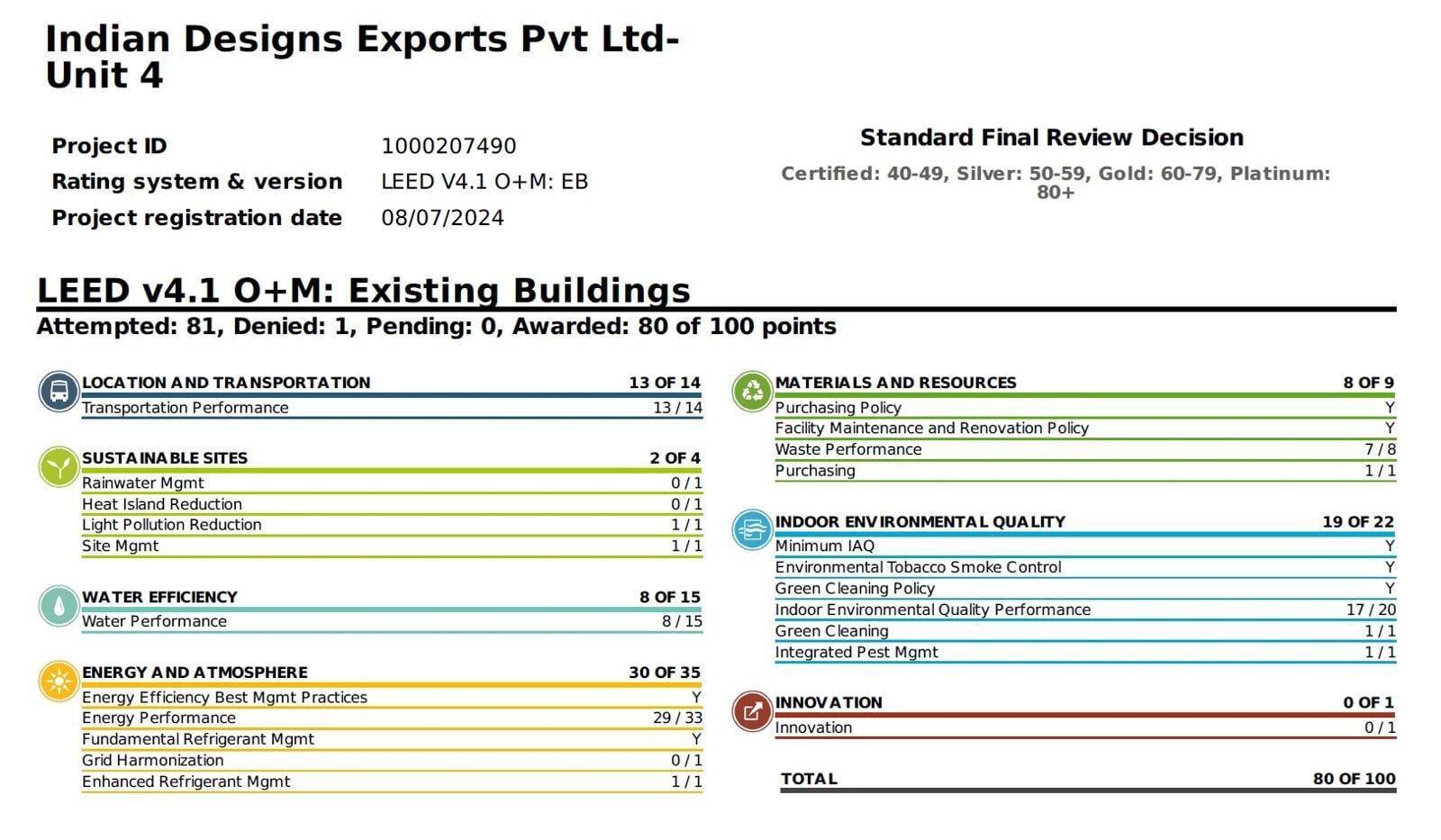
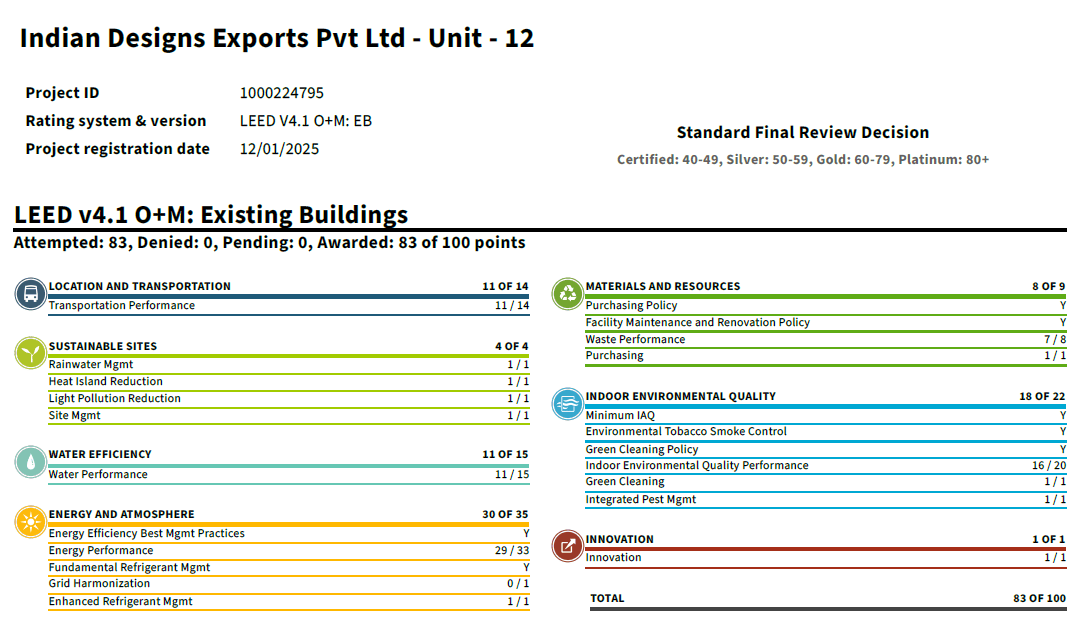
InHabit has provided green building consultation and ratings facilitation services to Indian Design Exports Private Limited for three of their home textiles Factory at Denkanikottai, Hosur, Tamil Nadu, Bangarpet, Karnataka and their garments factory at Parigi, Hindupuram, Andhra Pradesh.
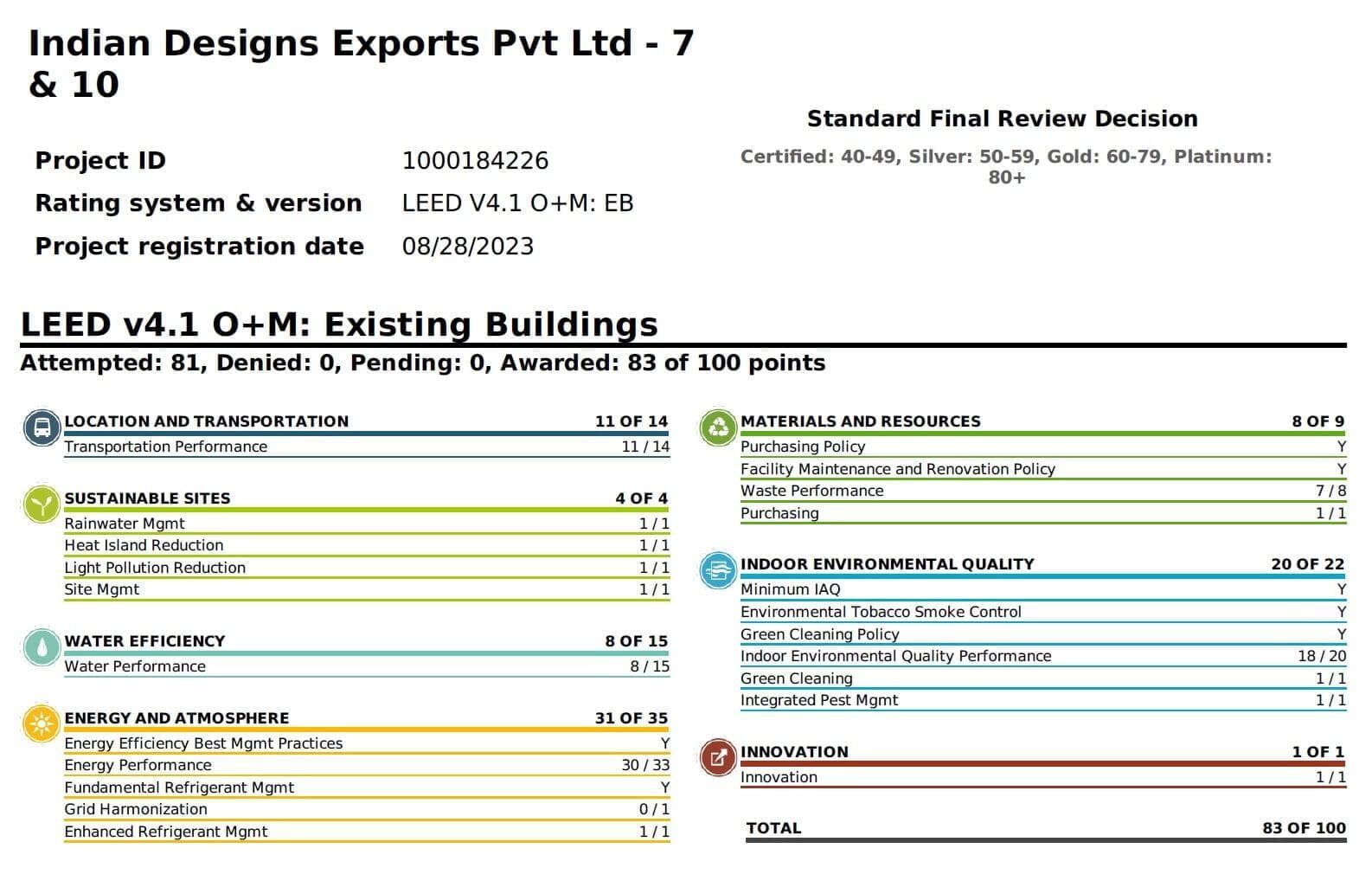
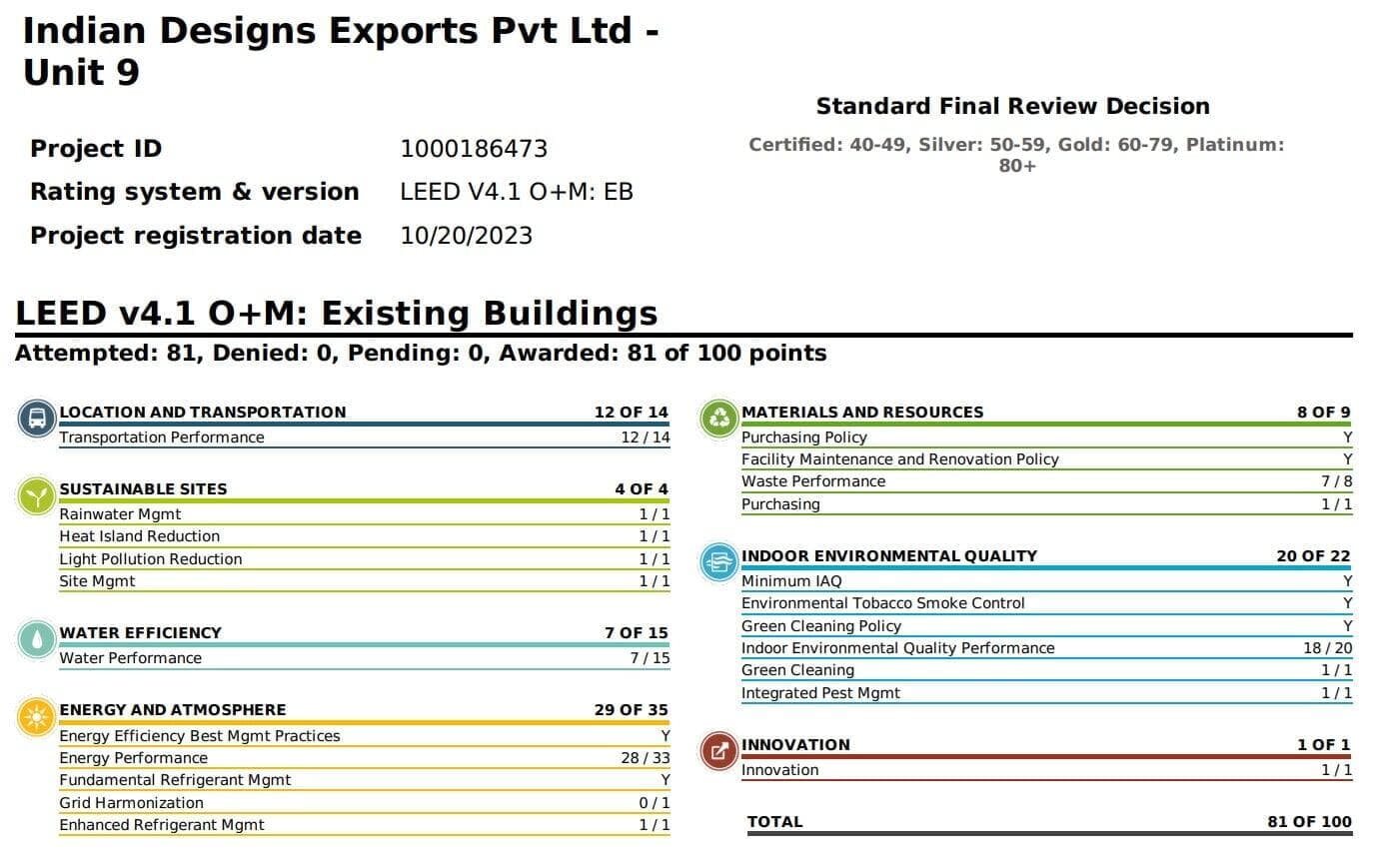
All three factories have exceeded Global and local averages in energy, water, waste, transportation and human experience criteria. With a full-fledged organic farm within the factory campus, it is one of the best examples of truly working with the eco-system.
Every factory at Indian Designs now has over 70% of its energy being offset through onsite solar or through the purchase of Gold Standard Renewable Energy Certificates. The company intends to achieve net zero energy, net zero water and net zero waste in the next five years.
All other factories are in the process of becoming LEED Platinum certified over the next two years making Indian Designs the largest portfolio of LEED Certified projects for a textile company in India.
Indian Designs Exports is a manufacturing company that specializes in Apparel and Home Furnishings. Their belief is to think 360, looking at direct/indirect processes, wastage, energy sources, R&D & the little everyday things.
Indian Designs: Redefining Sustainability in Textiles
Indian Designs prides itself on operating at the pinnacle of green standards. Their commitment to sustainability has been rigorously evaluated and endorsed by the US Green Building Council, earning us a distinguished place alongside the world’s elite LEED-certified buildings.
Indian Designs places equal importance on environmental stewardship and human well-being. Through healthy workplace practices, access to natural daylight, enhanced indoor environmental quality, and green landscapes, the company has created factory campuses that promote employee health, productivity, and overall quality of life.
Driven by innovation and a long-term vision, Indian Designs continues to raise the benchmark for sustainable textile manufacturing in India. Its integrated approach towards renewable energy, responsible resource management, circular waste practices, and ecosystem conservation demonstrates that sustainability is not just a goal, but a core business philosophy embedded across all operations.