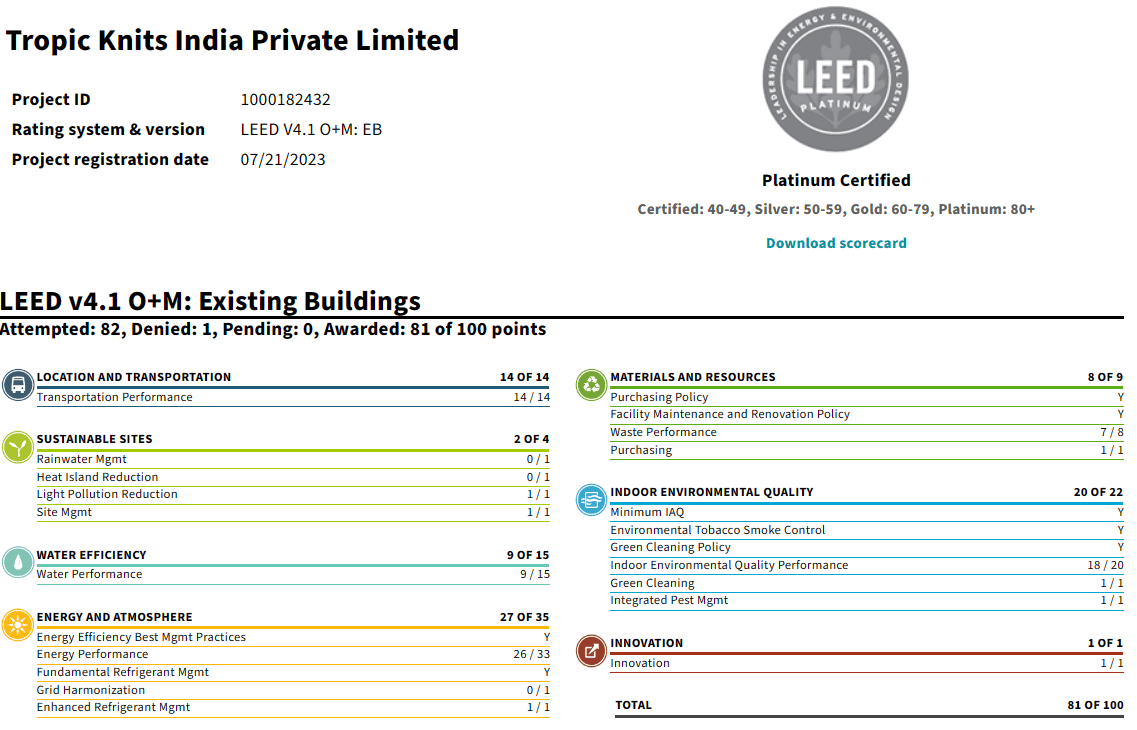
Tropic Knits India Private Limited
LEED V4.1 Platinum Rated Green Factory

InHabit is proud to announce that TKL Knits - Coimbatore has been awarded the prestigious Platinum Rating in the LEED V4.1 Existing Buildings Operations and Maintenance Rating system.
InHabit has provided green building consultation and ratings facilitation services to TKL Knits Private Limited, part of the Mauritius based CIEL group for their Garment Factory at Coimbatore, Tamil Nadu.
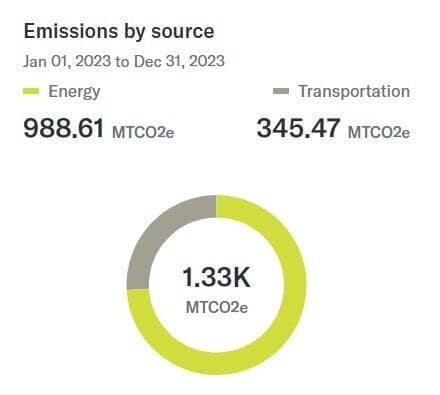
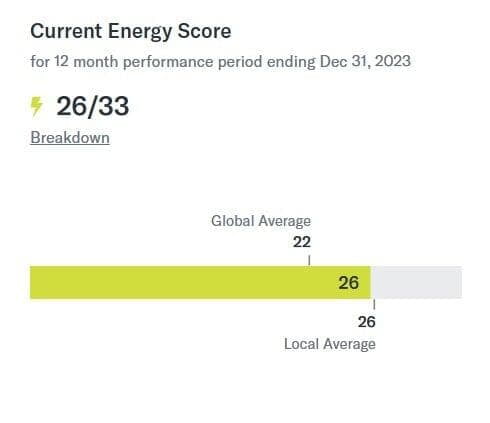
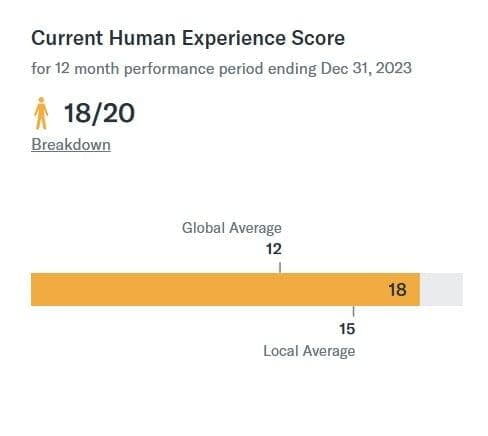
The factory has exceeded Global and local averages in energy, water, waste, transportation and human experience criteria's.

















Tropic Knits has scored a excellent 81 points out of the available 100 points making it one of the greenest garment factories in the Coimbatore region.
The development achieves significant amount of potable water savings compared to NBC standards by installing water efficient plumbing fixtures.
Large quantities of water are saved in irrigation by using the treated wastewater and stored rainwater to meet 100% of the irrigation demand.
100% wastewater is treated to tertiary standards and will be used for landscaping & flushing purposes.
The site is a zero-discharge site with 100% of rainwater is being recharged into the ground.
Highly efficient drip and sprinkler irrigation systems with timer control are installed to further minimise non-potable water use.
Domestic Water quality is regularly tested to ensure all BIS norms are met.
All major sources of water consumption will be sub metered and monitored on a regular basis to identify any wastage.
All restrooms are being upgraded phase wise to ensure water usage reduction.
- Energy meters have been installed in all major energy consuming areas including process loads and building loads.
- The entire factory, admin areas, conference room and other ancillary facilities are completely naturally ventilated and non air-conditioned and no air conditioning equipment is installed anywhere on the factory premises.
- An ASHRAE level 3 energy audit was conducted to identify all areas of energy usage and every energy efficiency measure recommended is actioned phase wise.
- All lighting has been upgraded to high LPD LEDs with daylight sensors incorporated for all daylit areas.
- The Factory has installed a 312 KW rooftop solar power plant to generate close to 45% of its annual energy use.
- All procurements are done through a local grocery store which in turn procures the raw material from the local Farmers markets within 160Kms of site.
- The project already has sustainable purchasing practices in place. These have now been formalised through the purchasing policy which has been created using the LEED V4.1 framework.
- A dedicated team and a waste storage space are provided to store the collected waste before handing it over to the third-party recycler. The collected waste which are generated such as Paper, Plastic, Cartons, Chindi will be sent to recycling on a weekly basis.
- The company has contracted certified e-waste handlers to manage its meagre e-waste.
- All food waste is sent to a local piggery farm to be used as feed for the farm animals.
- All printing paper used at the factory is recycled paper only, additionally all IT equipment is energy star certified.
- The project is designed to ensure over 100% of the regularly occupied spaces have Fresh air ventilation through windows and evaporative coolers.
- All areas in the campus have been declared as no smoking zones.
- Periodic indoor air quality tests are done to keep a check on indoor environmental conditions and remedial measures are taken as per the pollutant identified.
- Annual human experience surveys are conducted among 25% of the staff to study the comfort conditions and record details of any workplace issues faced by the staff.
- The factory has fully upgraded over to organic pest management and organic landscaping practices to minimise the use of harmful chemicals in the factory.
- All food served at the factory procured within 150 Kms radius to ensure freshness and minimise its transportation impact.
- The factory follows a robust green cleaning policy and has fully upgraded to using only natural and organic green cleaners.